Aluminum is a versatile material known for its wide range of applications in various industries. Its popularity stems from its unique combination of characteristics—it’s easy to process, lightweight, and remarkably strong. Moreover, aluminum components are enhanced with different surface finishes to protect it from corrosion and give it an appealing aesthetic. Given these attributes, it’s no wonder that aluminum is a favored choice for manufacturing custom mechanical parts. Because we use aluminum in a broad range of applications, there are 5 ways to fabricate aluminum parts: aluminum CNC machining, aluminum extrusion, sheet metal, aluminum casting and forging of aluminum.
More specific, some of the manufacturing processes are intended to reduce de overall cost, focusing on using less raw material to start with. In this comprehensive guide, we will delve into the five primary methods of fabricating aluminum parts, each with its advantages, applications, and considerations.
What are the 5 ways to fabricate aluminum parts?
1. Aluminum CNC machining from a full block or bar.

Precision Engineering with Aluminum CNC Machining
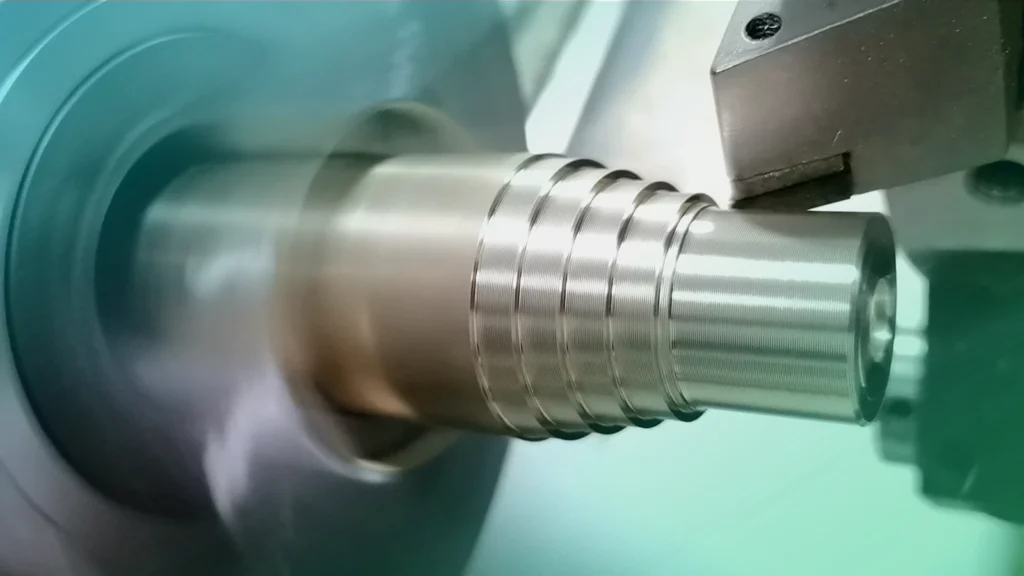
One of the most straightforward and precise methods for fabricating aluminum parts is CNC machining. CNC, which stands for Computer Numerical Control, encompasses milling and turning processes that allow for exceptional accuracy and flexibility in shaping aluminum components.
The Process Unveiled:
In CNC machining, a raw aluminum block or bar is securely fastened to a milling machine or clamped onto a turning machine. The magic happens when cutting tools, such as mills and lathe tools, come into play. These tools remove material from the aluminum piece, carving it into the desired shape. In other words, the key distinction lies in the motion of the cutting tools: mills rotate, while turning tools move along multiple axes.
Advantages of CNC Machining:
CNC machining offers numerous advantages in the fabrication of aluminum parts. It enables the production of intricate shapes and precise dimensions, making it suitable for a wide range of applications. Aluminum machining also boasts faster cutting speeds compared to materials like steel and stainless steel. When coupled with effective liquid cooling, this process results in exceptionally smooth and polished part surfaces.
Considerations:
However, CNC machining has its limitations. To shape complex parts, the workpiece often needs to be rotated and clamped multiple times, or sophisticated 4-axis or 5-axis CNC machines may be required. This multi-step approach generates a significant amount of scrap material, affecting the overall production cost. sThe process typically achieves tolerances of +/-0.05mm, which is adequate for most metal parts. For components requiring even greater precision, additional machining techniques such as reaming and grinding may be necessary.
Did You Know?:
For an extra tip, consider using alcohol as a cooling agent when cutting aluminum milling parts. It not only improves cutting efficiency but also leaves processed aluminum CNC machining parts with a brilliant, shiny finish.
Applications:
CNC machining is widely employed in the aerospace, automotive, electronics, and medical device industries. It is suitable for manufacturing a variety of components, including engine parts, aerospace components, and intricate electronic enclosures.
2. Aluminum extrusion has great advantages.

The Art of Aluminum Extrusion
Aluminum extrusion is a unique manufacturing process that focuses on creating semi-finished products rather than finished components. It’s a method that offers significant advantages in terms of material utilization.
The Extrusion Process in Detail:
To begin the aluminum extrusion process, a solid aluminum bar is heated to approximately 700°C. Once at the proper temperature, there is a 500-millimeter section cut from the bar. This section is then fed into an extrusion machine, where it undergoes a high-pressure transformation. The large machine presses the aluminum is forcefully through a hardened steel mold, emerging as a long extrusion with the desired product cross-section. These extrusions reach lengths of up to 12 meters. After extrusion, the lengthy strips are straightened and cut to the final product’s required length.
Advantages of Aluminum Extrusion:
Aluminum extrusion offers several significant advantages, making it a preferred method for many manufacturers. Firstly, it greatly reduces material wastage, as the process efficiently transforms a solid bar into a lengthy extrusion. This reduction in scrap material not only contributes to cost savings but also aligns with sustainable manufacturing practices. Extrusion is especially advantageous when dealing with standardized or simple cross-sections.
Considerations:
However, it’s important to note that extrusion has its limitations. The shape of the product section is fixed and cannot be altered without subsequent machining. Additionally, the number of integrated features in the extrusion is limited, often necessitating additional processing.
Applications:
Extruded aluminum parts are used in a variety of industries, including construction, automotive, and architectural applications. The resulting extrusions are often used as structural components, window frames, and heat sinks.
3. Aluminum sheet metal is an alternative production process.

Unveiling the Versatility of Aluminum Sheet Metal
Sheet metal fabrication offers a distinct approach to manufacturing aluminum parts, allowing for precision and versatility in shaping and forming components.
The Sheet Metal Fabrication Journey:
The process of manufacturing aluminum sheet metal parts encompasses several essential steps, including laser cutting, punching, and bending. Each of these processes plays a crucial role in crafting precise and functional aluminum components.
Laser Cutting:
Laser cutting is a highly precise method for cutting metal sheets. In this process, a high-powered laser beam is directed onto the surface of the aluminum, vaporizing the material and leaving behind a clean, precise cut. Laser cutting is ideal for producing complex shapes and patterns efficiently, making it a cost-effective choice for intricate designs.
Punching:
Punching involves the use of a press to create holes in aluminum sheet metal. This method is essential for producing holes for fasteners such as screws and bolts. Additionally, punching can be used to create a variety of shapes and patterns in the material. It is a fast and efficient method for creating holes, suitable for both thin and thick aluminum sheets.
Bending:
Bending is the process of applying force to aluminum sheet metal to change its shape. It is used to create parts with specific shapes or profiles, such as brackets, flanges, and channels. Bending can be accomplished through various methods, including press brakes and roll forming. Often, bending is performed in conjunction with other processes like punching and laser cutting to achieve the desired final shape.
Advantages of Sheet Metal Fabrication:
Sheet metal fabrication offers numerous advantages in the production of aluminum parts. It allows for the creation of intricate and precise shapes, making it suitable for industries where accuracy is paramount. Moreover, the mechanical properties of aluminum sheet metal are excellent, ensuring that the resulting components meet high-quality standards.
Applications:
The versatility of custom aluminum sheet metal parts is well-suited for a wide range of industries, including aerospace, automotive, construction, and electronics. These components play crucial roles in the construction of various products and structures, making them essential components of modern manufacturing.
4. Aluminum molding and casting.

Diverse Techniques for Aluminum Molding and Casting
Aluminum molding and casting encompass several techniques, each with its unique characteristics, applications, and considerations.
Injection Molding of Aluminum Parts:
Injection molding is a specialized process that involves injecting liquid aluminum into an injection mold under high pressure. The result is custom aluminum parts with nearly all desired features intact once they emerge from the mold. However, this technique is primarily suitable for high-volume production due to the initial expense of creating the injection mold. Injection-molded aluminum parts can have a wall thickness as low as 1.2mm.
Sand Casting of Aluminum Parts:
Sand casting, in contrast, offers a more cost-effective approach to molding aluminum parts. In this process, the factory creates a mold using sand, reducing initial mold costs. However, sand-cast aluminum parts tend to have rougher shapes and surfaces, and their tolerances are typically larger. They are also more brittle due to the casting under low pressure. To achieve narrow tolerance cavities and other specific features, post-casting machining is often required. Additionally, drilling and tapping threaded holes are standard procedures for casted aluminum parts. These components are generally not suitable for anodizing due to their material structure, making powder coating a preferable finishing option.
Applications:
You find molded and casted aluminum parts in various industries, including automotive, consumer goods, and construction. These techniques offer manufacturers options for producing components in line with their specific production volumes and cost considerations.
5. Forge aluminum.

The Art of Forging Aluminum
Forging is a process that involves applying immense pressure to aluminum blocks, shaping them into desired forms. This method, while not as well-known as others, offers unique benefits for specific applications.
The Forging Process Unraveled:
In aluminum forging, a block of aluminum is placed between a positive and negative side of a hardened steel mold. A large press, often with a pressure capacity of up to 5000 tons, applies force to the mold, resulting in a perfectly shaped aluminum part. However, similar to injection molding, post-forging processes are necessary to remove any burrs, machine holes, and tap threaded holes, ensuring the final product meets precise specifications.
Advantages of Forging Aluminum:
Forging aluminum is an efficient way to reduce material wastage, making it an environmentally friendly option. Furthermore, the structure of forged aluminum parts is conducive to anodizing, offering excellent finishing potential. Forged aluminum parts exhibit a similarity to extrusions, which allows for flexibility in their application.
Considerations:
However, forging aluminum is most viable for production runs exceeding 3000 pieces. Smaller production volumes may not justify the setup costs associated with this method.
Applications:
Forged aluminum parts find their place in industries requiring high-strength components, such as aerospace and automotive. But also, production of aluminum enclosures and fan blades. Their durability and resistance to wear make them essential in applications where structural integrity is paramount.
It is important to offer different ways of manufacturing, in order to fabricate a broad range of aluminum components. I hope you learned a bit more about the 5 ways to fabricate aluminum parts.
#cncmachining #milling #aluminumparts #aluminummachining #aluminumcasting #aluminumextrusion #manufacturing #cnc #cncmilling #aluminumcomponents

Aluminum Enclosures Manufacturer
As an aluminum enclosures manufacturer, we make your custom made electronic enclosures affordable and fast. In addition, we offer 3D modeling services and accurate manufacturing. We design and produce electronic aluminum enclosures on demand. As we often say, there is a solution for every project. Does your new product require a standard aluminum enclosure or [...]
Turning Metal Parts: A Guide to Selecting the Right Material (Aluminum, Brass, Stainless Steel, Plastics)
Turning parts in metal and plastic has always been an essential part of the manufacturing industry. The process of turning involves rotating a piece of material, typically a cylinder, and shaping it into the desired shape using a cutting tool. The choice of material for turning metal parts has a significant impact on the final [...]

CNC Machining Services
If you need a quote for custom CNC machining from a trusted supplier with customers worldwide, look no further. Davantech offers precision CNC machining services, including milling, turning, drilling, and wire cutting. Contact us to see how we can help you! Get a quote today! Professional service from 10 to 1000+ parts Top team at [...]



